
Råd og vejledning om varmforzinkning:
Hvidrust – hvorfor dannes det? Hvordan undgås det?
Opdateret 15.10.2012
![]()

Figur 1. Hvidrust dannet på tæt sammenlagte vinkeljern efter udendørs oplagring.
Hvidrust er betegnelsen for de hvide, melagtige og løse korrosionsprodukter, som er vist på figur 1. Hvidrust dannes fortrinsvis på nyforzinkede flader.
Hvidrust dannes kun, hvis der ligger vand på de forzinkede overflader, f.eks. regn eller kondens. Hvis godset er stablet tæt, vil angrebet først og fremmest ske i spalter, hvor ventilationen er dårlig.
Hvidrust skyldes en korrosionsproces, der øges ved, at der er forholdsvis mere ilt i kanten af en vandfilm eller en vanddråbe end i midten, som det ses på figur 2. Der dannes et såkaldt “iltningselement”, fordi de iltrige områder bliver ædlere (katoder) end de iltfattige (anoder). Sådanne “iltningselementer” kan også fremkalde korrosion på f.eks. stål, rustfrit stål og aluminium.
Et hvidrustangreb kan se voldsomt ud. Hvidrusten fylder nemlig meget i forhold til den zink, den dannes af. Hvidrusten er normalt ikke skadelig for andre af belægningens egenskaber, og Dansk Standard om varmforzinkning, DS/EN ISO 1461:2009, angiver, at hvidrust ikke skal give anledning til kassation, hvis zinkbelægningens tykkelse opfylder den specificerede minimumsværdi.
Hvis det oprindelige blanke udseende af de varmforzinkede produkter ønskes bevaret, må der tages hensyn hertil ved oplagring under helt tørre forhold. Således skal man også undgå dannelse af kondensvand, der kan opstå på de varmforzinkede emner på grund af varierende temperatur ved udendørs oplagring under presenning eller tilsvarende.
Hvidrustangrebet kan stoppes ved at fjerne fugten på zinkoverfladen. Standses angrebet ikke, kan det medføre skadelige angreb. På bagsiden af dette blad gives råd om, hvordan hvidrust undgås, og hvordan det fjernes.
(1) Katodeproces i iltrige områder: ½ O₂ + H₂O + 2e → 20H
(2) Anodeproces i iltrige områder: Zn → Zn⁺⁺ + 2e⁻
| (1) + (2) Korrosionsprocess: | Zn + | ½ O₂ | + H₂O | → | Zn(OH)₂ |
| (zink) | (ilt) | (vand) | (hvidrust) |
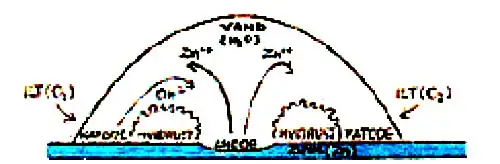
Figur 2. Hvidrust er et korrosionsprodukt.
Før skaden er sket
Tynde zinkbelægninger, der påføres ved elforzinkning, efterbehandles normalt ved chromatering. Dette giver en vis beskyttelse mod hvidrust, afhængig af chromateringens art. Varmforzinkede emner efterbehandles normalt ikke for at beskytte mod hvidrust, men ved en hensigtsmæssig oplagring er det muligt at mindske risikoen for hvidrustangreb. Ved udendørs oplagring bør de varmforzinkede emner stables med mellemlæg af f.eks træ, så der er god luftventilation omkring alle flader. Emnerne bør ligeledes stables med hældning, så regnvand kan løbe af alle flader, uden at der opstår ansamlinger af vand på emnerne.
Udendørs oplagrede emner, der overdækkes med presenning, bør også stables med mellemlæg, så kondensvand, dannet på grund af skiftende temperatur, kan fjernes ved luftventilation. Presenningen bør derfor kun virke som et tag, der beskytter mod nedbør. Presenningen må ikke ligge an mod det varmforzinkede stål, og skal tillade luftventilation, f.eks gennem åbninger ved emnestakkens ender. Figur 3 giver forslag til, hvordan varmforzinkede emner kan stakkes.
Når skaden er sket
Emner med hvidrust tørres, f.eks. ved hensigtsmæssig oplagring. Hvidrustangrebet stoppes herved og vil med tiden omdannes til det normale lag af zinkkorrosionsprodukter, som har en beskyttende virkning.
Nydannet hvidrust kan ofte fjernes ved afvaskning med en stiv nylonbørste og vand. Mindre pletter med fastsiddende hvidrust kan afrenses med en slibesvamp.
Hvidrust, der har siddet på zinkoverfladerne i længere tid, bliver mere hårdt og vanskeligere at fjerne. Fjernelse kan her foretages ved skånsom stålbørstning. Der bør anvendes en børste af rustfrit stål, så risikoen for jernafsmitning og rustmisfarvning undgås.
Rensning kan også foretages ved børstning med fortyndet eddikesyre, men i så fald skal der skylles grundigt med rent vand.
Et hvidrustangreb, der standses i tide, foranlediger ingen efterbehandling. Er zinkoverfladen måleligt beskadiget, kan emnet omforzinkes eller skadeområderne kan repareres med en af de metoder, der er omtalt i Nordic Galvanizers informationsblad; Reparation af skader i zinkbelægninge.
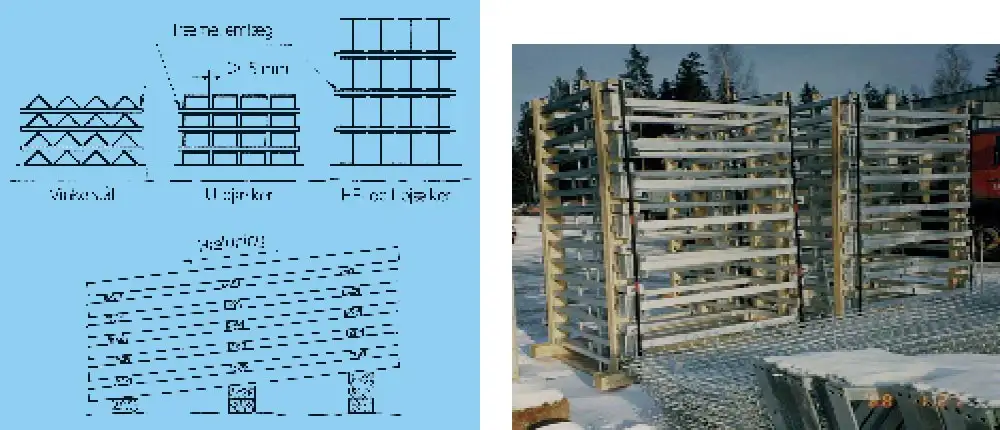
Figur. 3. Profiljern og konstruktioner lagres med hældning og vendes således, at vandsamlinger undgås. Der placeres mellemlæg, så der ikke opstår spalter og således at alle flader ventileres.

![]()